 Suomi
Suomi-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk - Suomi
-
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


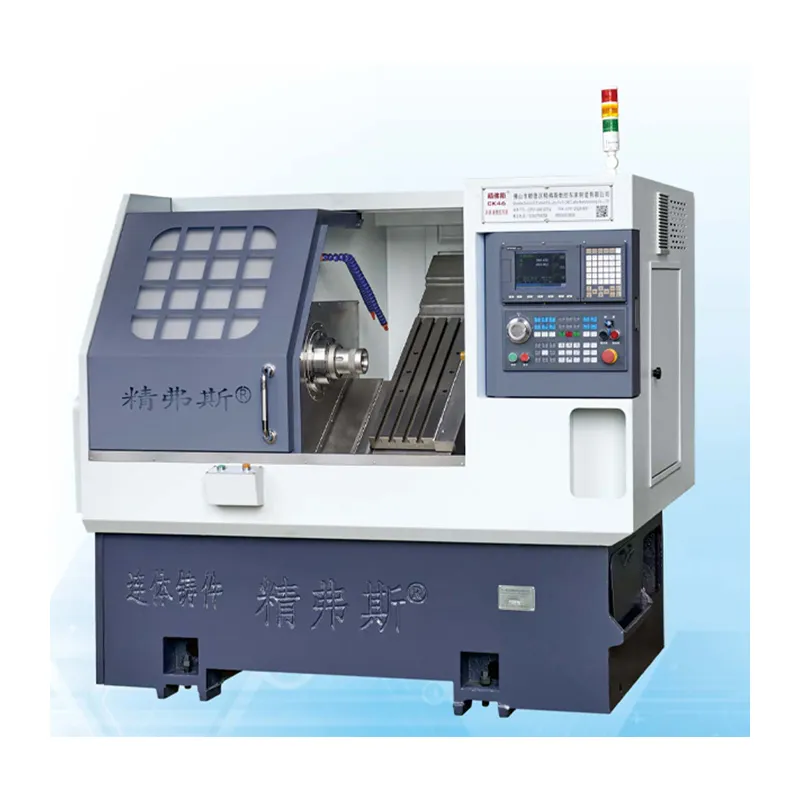
CNC -sorvien rakenteellinen asettelu ja ominaisuudet
CNC -sorvikoostuu myös karan laatikosta, työkalupidikkeestä, syöttösiirtojärjestelmästä, sängystä, hydraulisesta järjestelmästä, jäähdytysjärjestelmästä, voitelusjärjestelmästä jne., Mutta CNC -sorvin syöttöjärjestelmä on olennaisesti erilainen kuin rakenteessa oleva vaakasuora sorvi. Vaakasuoran sorven karan liikkuminen siirretään työkalupidikkeeseen roikkuvan pyörän rungon, syöttölaatikon ja liukukotelon läpi pitkittäisten ja poikittaisten syöttöliikkeiden saavuttamiseksi, kun taas CNC-sorvi käyttävät servomoottoreita, jotka siirretään liukulevylle ja työkalujen pidikkeelle palloruuvin läpi Z-direction (pitkittäinen) ja z-direktiointiruuvin kautta. CNC: n sorveilla on myös erilaisia kierteitettyjä toimintoja, ja liikeyhteyttä karan pyörimisen ja työkalun pidikkeen liikkeen välillä ohjataan CNC -järjestelmällä. Pulssikooderi on asennettu CNC -sorvin karan laatikkoon, ja karan liikkuminen siirretään pulssikooderiin synkronisen hammastetun hihnan kautta. Kun kara pyörii, pulssikooderi lähettää havaitsemispulssisignaalin CNC -järjestelmälle siten, että karan moottorin kierto ja työkalupidikkeen leikkaussyöttö ylläpitävät kierteen käsittelyä varten tarvittavaa liikeyhteyttä, ts. Kun lanka käsitellään, karan pyörii kerran ja työkalujen haltija siirtää työkappaleen Z -ohjauksessa.
Karan, takaosan ja muiden CNC -sorvien komponenttien asettelu sänkyyn verrattuna on periaatteessa sama kuin vaakasuoran sorvi, kun taas työkalupidikkeen ja ohjauskiskon asettelu on tapahtunut perustavanlaatuisen muutoksen. Tämä johtuu siitä, että työkalujen pidikkeen ja ohjauskiskon asettelu vaikuttaa suoraan CNC -sorvin levitystoimintoon, rakenteeseen ja ulkonäköön. Lisäksi,CNC -sorvion varustettu suljetulla suojalaitteella. Sänky- ja ohjauskiskon asettelu. CNC: n sorvivuoteen ohjauskiskon ja vaakatason suhteellisesta asennosta on 4 asetteluja. Vaaka -sängyllä on hyvä prosessoitavuus ja se on kätevä ohjauskiskon pinnan käsittelemiseen. Vaakasuuntainen sänky, joka on varustettu vaakasuoralla varustetulla veitsellä, voi lisätä työkalupidikkeen liikkumisen nopeutta, jota voidaan yleensä käyttää suurten CNC -sorvien tai pienten tarkkuusten CNC -sorvien asettelussa. Vaakasuoran sängyn alla oleva tila on kuitenkin pieni, mikä vaikeuttaa sirun poistoa. Rakenteellisten ulottuvuuksien näkökulmasta työkalun pidikkeen vaakasuora sijoittaminen tekee liukumäen sivuttaismuodosta pidempään, mikä lisää rakenteellista ulottuvuutta työstötyökalun leveyssuunnassa. Vaakasuuntaisen sängyn asettelutilassa, jossa on vinosti sijoitettu liuku, ja varustettu vinossa ohjauskiskon suojakerroksella, on toisaalta vaakasuuntaisen sängyn hyvän prosessoitavuuden ominaisuudet; Toisaalta konetyökalun mitat leveyssuunnassa on pienempi kuin vaakasuoran varustetun liukumäki, ja sirun poisto on kätevä. Vaakasuoran sängyn asettelutila, jossa on vinosti sijoitettu liuku, ja kaltevalla liukumäellä varustettua kaltevaa sänkyä käytetään laajasti pienillä ja keskisuurilla CNC-sorveilla. Tämä johtuu siitä, että nämä kaksi asettelutilan on helppo poistaa sirut, sirut eivät kertyisi opaskiskoon, ja automaattinen sirukuljetin asentaminen on myös kätevää; Manipulaattori on helppo käyttää ja helppo asentaa yhden koneen automaation saavuttamiseksi; Konetyökalulla on pieni alue, on yksinkertainen ja kaunis ulkonäkö, ja se on helppo saavuttaa suljettu suoja.
CNC -sorvin työkalupidike on tärkeä osa työstötyökalua. Työkalun pidikettä käytetään leikkaustyökalun puristamiseen. Siksi sen rakenne vaikuttaa suoraan työstötyökalun leikkaustehoon. Tietyssä määrin työkalujen haltijan rakenne ja toiminta heijastavat CNC -sorvin suunnittelu- ja valmistustasoa. CNC -sorvien jatkuvan kehityksen myötä työkalujen pidikkeen rakenne on jatkuvasti innokas, mutta yleisesti ottaen se voidaan jakaa karkeasti kahteen luokkaan, nimittäin rivityökalun pidikkeeseen ja torni -työkalun pidikkeeseen. Jotkut kääntymiskeskukset käyttävät myös automaattista työkalujen vaihtamista työkalulehdillä. Rivityökalun pidikettä käytetään yleensä pieneenCNC -sorvi. Erilaisia työkaluja sijoitetaan ja kiinnitetään siirrettävään liukuun, ja automaattinen sijainti voidaan saavuttaa työkalujen vaihtamisessa. Torretin työkalupidikettä kutsutaan myös torni- tai työkalupöydäksi, ja siinä on kaksi rakennemuotoa: pystysuora ja vaakasuora. Siinä on monityökalujen sijainti automaattinen paikannuslaite, ja työkalun työkalun automaattinen työkalujen toiminta saavutetaan torni pään kiertämällä, indeksoimalla ja sijoittamalla. Turni -työkalun pidikkeellä tulisi olla tarkka indeksointi, luotettava paikannus, korkea toistuva paikannustarkkuus, nopea indeksointinopeus ja hyvä kiinnityssuorituskyky CNC -sorven korkean tarkkuuden ja korkean hyötysuhteen varmistamiseksi. Jotkut torni -työkalujen pidikkeet eivät voi vain saavuttaa automaattista sijaintia, vaan myös lähettää tehoa. Tällä hetkellä kahden akselin kytkentärunat käyttävät enimmäkseen 12-aseman torni-työkalunpidikkeitä, ja siellä on myös 6-asemaa, 8-asemaa ja 10-asemaa torni-työkalujen pidikkeitä. Turni -työkalujen pidikkeen järjestämiseen työstötyökaluun on kaksi tapaa: yksi on torni -työkalun pidike levyosien käsittelyyn, jonka pyörivä akseli on kohtisuorassa karaan nähden; Toinen on torni -työkalupidike akselin ja levyn osien käsittelemiseen, joiden pyörivä akseli on yhdensuuntainen karan kanssa.
Neljän akselin CNC-sorvin sänky on varustettu kahdella riippumattomalla dioilla ja torni-työkalunpidikkeellä, joten sitä kutsutaan kaksinkertaiseksi torret-neljän akselin CNC-sorveksi. Tämän ajanjakson aikana kunkin työkalun pidikkeen leikkaussyöttöä ohjataan erikseen, joten kaksi työkalunpidikettä voivat leikata saman työkappaleen eri osia samanaikaisesti, mikä ei vain laajenna prosessointiasteikkoa, vaan myös parantaa prosessointitehokkuutta. Neljän akselin CNC-sorvi on monimutkainen rakenne, ja se on varustettava erityisellä CNC-järjestelmällä kahden riippumattoman työkalunpidon hallinnan loppuun saattamiseksi. Se soveltuu kampiakselien, lentokoneiden ja muiden osien käsittelyyn, joissa on monimutkaiset muodot ja suuret erät.
Lähetä kysely



X
Käytämme evästeitä tarjotaksemme sinulle paremman selauskokemuksen, analysoidaksemme sivuston liikennettä ja mukauttaaksemme sisältöä. Käyttämällä tätä sivustoa hyväksyt evästeiden käytön.
Tietosuojakäytäntö