 Suomi
Suomi-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk - Suomi
-
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português








CNC Last Bed Satses
Jingfusi® CNC -vyöhykkeissä on 35 asteen kalteva sängyn muotoilu yhdistettynä vankkaan vääntömomentin rakenteeseen, joka varmistaa minimaalisen muodonmuutoksen jopa raskaskuorman leikkaustoimenpiteiden aikana. Tämä kalteva sängyn muotoilu helpottaa yksinkertaistettua asennus-, vaihto- ja tarkastusprosessia. Korkean tarkkailun kuuluruuvien ja karan sisällyttäminen takaa edelleen poikkeuksellisen tarkkuuden ja pintakiilto koneistussovelluksissa.
Malli:CK46
Lähetä kysely
Tuotteen Kuvaus
CNC -kaltevuussarat ovat Jingfusi® CNC: n parannus ja päivitys alkuperäisellä pohjalla. Alkuperäisen mallin korkean prosessointi suorituskyvyn ja helpon toiminnan perimisen perusteella se on kehitetty täysin suljetulla kaltevalla sängyn suunnittelulla ja suuremmalla käyttötilalla. , tarkkuus CNC -työstötyökalut, joilla on suurempi käsittelynopeus ja helpompi säätö ja ylläpito.
Tuotetiedot

Parametriluettelo
| projekti | yksikkö | CK46 | CK52 | CK76 | |
| Suurin käännöspituus | mm | 350 | |||
| Sängyn enimmäis käännöksen halkaisija | mm | Ø 500 | |||
| Suurin käännöshalkaisija rullalaudalla | mm | Ø 160 | |||
| Sängyn kaltevuus | ° | 35 ° | |||
| X/Z -akselin tehokas matka | mm | Halkaisija 1000/400 | |||
| X/z -akselin ruuvitekniikka | mm | 32 | |||
| X/z -akselin kiskojen tekniset tiedot | mm | 35 | |||
| X/z-akselin moottorin teho | Kw | 1.3 | |||
| X/Z -akselin suurin nopea liike | m/minun | 24 | |||
| Työstötyökalun pituus x leveys x korkeus | mm | 2100x1580x1800 | |||
| Koko koneen kokonaispaino | Kg | 2600 | |||
| Veitsenumero | korjata | 8 | |||
| Neliöveitsen koko | mm | 20x20 | |||
| Pyöreä reikänleikkurin koko | mm | Ø20 | |||
| Kokonaisvoima | kw | 13 | 13 | 16 | |
| Keskimääräinen virrankulutus | KW / H | 2 | 2 | 2.5 | |
| pääakseli | Karan päätypintamuoto |
|
A2-5 | A2-6 | A2 -8 |
| Maksimaalinen karan nopeus | r/min | 6000 (asetettu arvoon 4500) | 4200 (asetettu arvoon 3500) | 3200 (asetettu arvoon 2500) | |
| Karan moottori | Kw | 7.5 | 7.5 | 11 | |
| Karan moottorin nimellismomentti | Nm | 47,8 nm | 47,8 nm | 72 nm | |
| Suurin palkin ohimennen halkaisija | mm | Ø 45 | Ø 51 | Ø 75 | |
Työkalun tarkkuus
| Koneen tarkkuus, Jingfus -tekijästandardi : | ||||
| Tärkein testikohta | Kaavio | Havaitsemismenetelmä |
Tehdasstandardi |
|
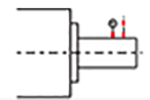
| Karan säteittäinen lyönti, |
 |
Tunnista ulomman kartion runo | 0.0025 | |
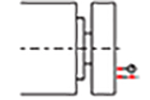
| X-akselin toistopaikka |
 |
Tunnista X-akselin toistuva sijainti. HUOMAUTUS: Ensin ennusta noin 50 kertaa korvaamaan kylmän moottorin ja kuuma moottorin virhe ja havaitset sitten toistuvan paikannuksen. | 0.0025 | |
| Z-akselin toistoasento |
 |
Tunnista toistuva sijainti Z -akselilla. HUOMAUTUS: Ensin ennusta noin 50 kertaa korvaamaan kylmän moottorin ja kuuma moottorin virhe ja havaitset sitten toistuvan paikannuksen. | 0.0025 | |
| Jos asiakas haluaa testata X/Z/Y -akselin ISO- tai VD1 -tarkkuuden, se määritetään sopimuksen kirjoittamishetkellä. Asiakkaan on testattava tämä esine samanaikaisesti Jingfusi -tehtaan alkuperäisen hyväksymisen. | ||||

Hot Tags: CNC -kaltevuussarat, Kiina, valmistajat, toimittajat, tehdas, laatu, hinnasto
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.









X
Käytämme evästeitä tarjotaksemme sinulle paremman selauskokemuksen, analysoidaksemme sivuston liikennettä ja mukauttaaksemme sisältöä. Käyttämällä tätä sivustoa hyväksyt evästeiden käytön.
Tietosuojakäytäntö